
Získajte cenovú ponuku

+86-18862679789


admin@evertopest.com

líši sa výkon extrúzie s rôznymi smermi otáčania?
Pri spracovaní miešania materiálu výkon dvojzávitovkového extrudéra priamo určuje účinok miešania materiálu, efektivitu výroby a kvalitu konečného produktu. Podľa smeru otáčania závitovky sa dvojzávitovkové extrudéry delia na súbežne sa otáčajúce dvojzávitovkové extrudéry a protibežné dvojzávitovkové extrudéry a hlavný rozdiel medzi nimi spočíva v smere otáčania závitovky. To, čo sa zdá byť len rozdielom v smere otáčania, vedie k významným rozdielom medzi týmito dvoma v charakteristikách spracovania, miešacej kapacite a kompatibilite produktu.
Hlavný rozdiel medzi súbežne sa otáčajúcou dvojzávitovkou a protibežnou dvojzávitovkou spočíva v procese interakcie skrutiek:
• Keď dva závity súbežne sa otáčajúcej dvojzávitovky tlačia materiál, ich ťah sa prekrýva;
• Keď dva závitové vedenia protibežnej dvojzávitovky tlačia materiál, ich ťahy sa navzájom rušia.
To určuje základný pracovný princíp a výkonové charakteristiky súbežne sa otáčajúcich a protibežných dvojzávitoviek.
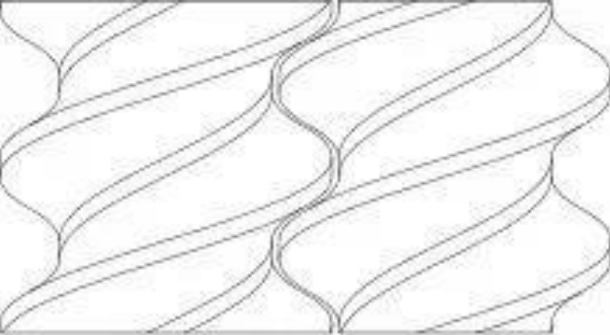
Obrázok 4 Upevnenie súbežne sa otáčajúcej dvojitej skrutky
Spôsob spojenia súbežne sa otáčajúcej dvojitej skrutky je znázornený na obrázku 4. Dve skrutky súbežne rotujúcej dvojitej skrutky sa otáčajú rovnakým smerom a závity sú obidve pravotočivé. Určenie smeru dopravy materiálu je rovnaké ako pri jednozávitovke.
Režim párovania protibežnej dvojskrutky je znázornený na obrázku 5. Dve skrutky protibežnej dvojskrutky sa otáčajú v opačných smeroch a závity dvoch skrutiek sa otáčajú opačným smerom. Dve skrutky sa otáčajú smerom von. To znamená, že pozdĺž smeru vytláčania je pravá strana ľavá skrutka, ktorá sa otáča v smere hodinových ručičiek, a ľavá strana je pravá skrutka, ktorá sa otáča proti smeru hodinových ručičiek.
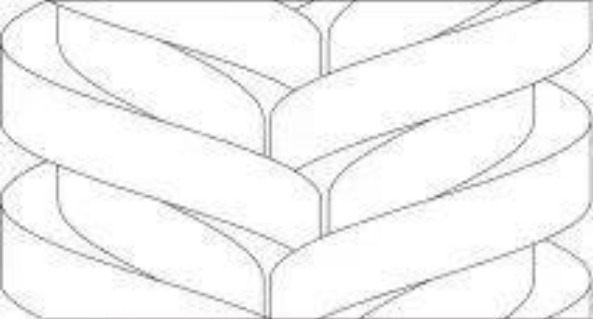
Obrázok 5 Protibežné dvojskrutkové uloženie
Analýza výsledkov simulačného experimentu
Fyzikálne pole
1
Tlakové pole
Ako je vidieť z mapy tlakového oblaku (obrázok 6) a krivky zmeny tlaku (obrázok 7):
V procese extrúzie s dvojzávitovkami, ktoré sa otáčajú súčasne, tlak v prietokovom kanáli kolíše. S odkazom na štruktúru po súbežne sa otáčajúcej dvojitej skrutke (obrázok 4) sa zistilo, že kolísanie tlaku kolíše nahor a nadol s polohou hrebeňa skrutky. Je to preto, že hrebeň skrutky je vysoko vyčnievajúca časť povrchu skrutky a vytláčaný materiál je pri prechode hrebeňom skrutky vystavený silnejším extrúznym a šmykovým silám, takže tlak je často v mieste hrebeňa skrutky pomerne vysoký.
Pri protibežnej dvojzávitovkovej extrúzii sa tlak v bežci najprv zvyšuje a potom znižuje v smere extrúzie a v strednej polohe vzniká lokálny vysoký tlak. S odkazom na štruktúru protibežne sa otáčajúceho dvojskrutkového uloženia (obrázok 5) sa zistilo, že lokálny vysoký tlak sa vyskytuje v bode záberu pozdĺž stredu smeru vytláčania. Je to preto, že dve skrutky sa otáčajú v opačných smeroch a tok materiálu je nerovnomerný alebo blokovaný počas procesu vytláčania, ktorý sa hromadí v strednej polohe a potom vytvára lokálny vysoký tlak v kanáli.
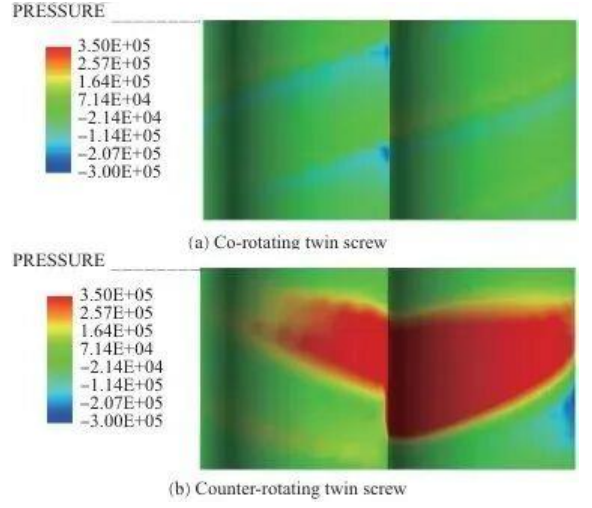
Obrázok 6 Diagram tlakového mraku v bežci počas procesu extrúzie
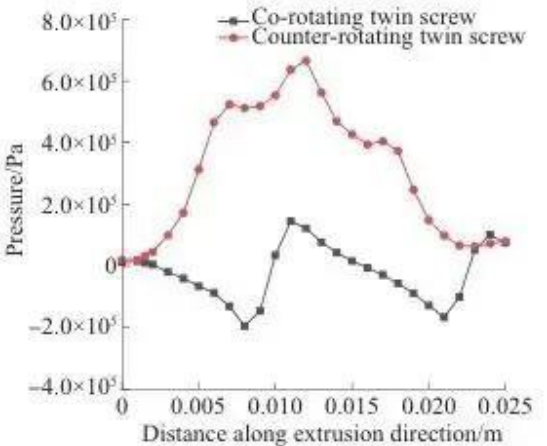
Obrázok 7 Krivka zmeny tlaku
2
Pole šmykovej rýchlosti
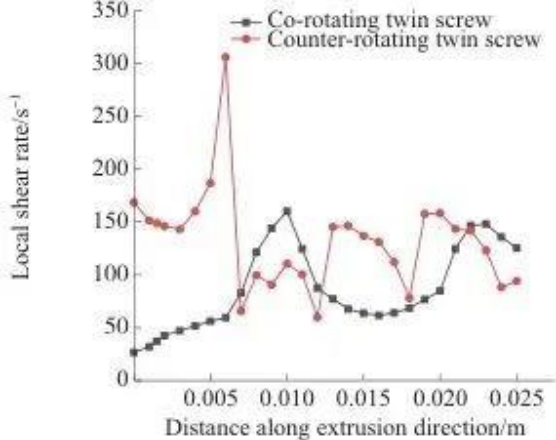
Ako je vidieť z oblaku šmykovej rýchlosti (obrázok 8) a krivky variácie šmykovej rýchlosti (obrázok 9):
Pri súbežne sa otáčajúcej dvojzávitovkovej extrúzii aj protibežnej dvojzávitovkovej extrúzii je šmyková rýchlosť vyššia na hrebeni skrutky a nižšia v drážke skrutky. Dôvodom tohto javu je, že materiál v úzkych medzerách rýchlejšie prúdi a medzera medzi hrebeňmi skrutiek a vnútornou stenou hlavne je menšia, takže šmyková rýchlosť je vyššia, zatiaľ čo medzera medzi drážkami skrutky a vnútornou stenou hlavne je väčšia, takže šmyková rýchlosť je nižšia.
Miestna vysoká rýchlosť šmyku v protibežnej dvojzávitovke je spôsobená netesnosťou.
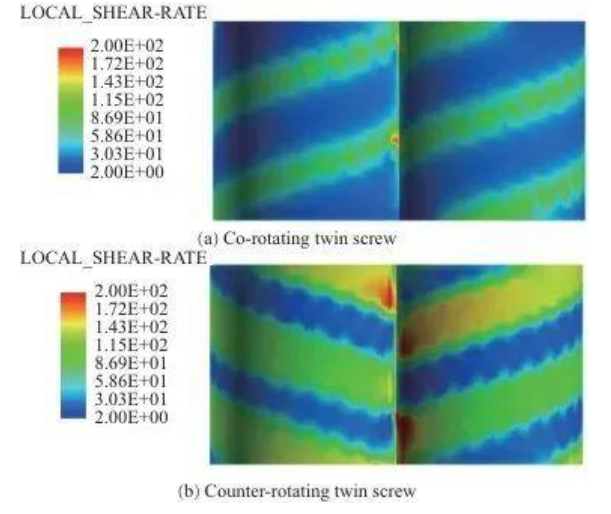
Obrázok 8 Oblak šmykovej rýchlosti počas extrúzie
Obrázok 9 Krivka zmeny šmykovej rýchlosti
Miešanie sa delí hlavne na distribučné a disperzné miešanie.
Distribuované miešanie sa používa na opis distribučného procesu materiálu, pri ktorom sa materiál neustále preskupuje a smeruje pod tlakom skrutkového rotora;
Disperzné miešanie sa používa na opis procesu, pri ktorom sa veľkosť materiálu mení, keď sa častice materiálu neustále naťahujú a strihajú. Metóda stopovacích častíc sa použila na vykonanie matematickej štatistiky o parametroch trajektórie, ako je čas zotrvania, distribučný index, miera separácie a maximálne rozloženie šmykového napätia, aby sa analyzovali rozdiely vo výkone miešania medzi súbežne rotujúcou dvojzávitovkou a protibežnou dvojzávitovkou.
Výkon axiálneho miešania
Distribúcia doby zotrvania je dôležitým ukazovateľom na meranie axiálneho miešacieho výkonu závitovkových prvkov. Popisuje distribúciu času zotrvania materiálov v dvojzávitovkových extrudéroch v dvoch formách: kumulatívna funkcia distribúcie času zdržania a funkcia distribúcie času zdržania, ktoré sú vyjadrené funkciou pravdepodobnosti a funkciou hustoty pravdepodobnosti.
1 Kumulatívne rozdelenie času zotrvania
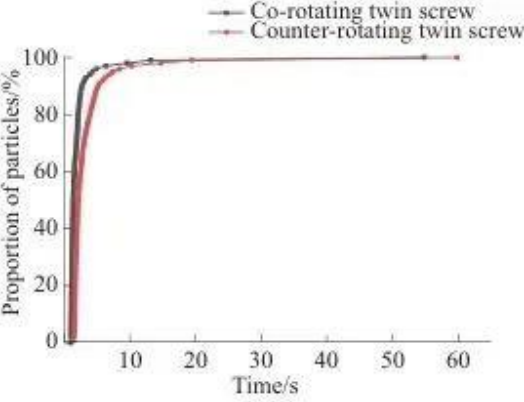
Krivka kumulatívnej distribúcie času zotrvania (obrázok 10) opisuje kumulatívne rozdelenie pravdepodobnosti času zotrvania tekutiny alebo materiálu v extrudéri.
Ako je znázornené na obrázku 10, v súbežne sa otáčajúcej dvojzávitovke je čas, keď stopovacie častice prvýkrát opustia bežec, 1,00 s, čas, keď úplne opustia bežec, je 54,82 s a šírka rozloženia času zotrvania je 53,82 s.
V protibežnej dvojzávitovke je čas, kým častice indikátora prvýkrát vytečú z kanála, 1,48 sekundy, čas, kým úplne vytečú z kanála, je 59,80 sekundy a šírka distribúcie času zdržania je 58,32 sekundy.
Krivka kumulatívnej distribúcie času zotrvania súbežne sa otáčajúcej dvojitej závitovky je nad kumulatívnym časom zotrvania súbežne sa otáčajúcej dvojitej závitovky a vyššia krivka naznačuje, že v danom okamihu prúdi z kanála viac častíc.
Obrázok 10 Rozdelenie kumulatívneho času zotrvania
2 Rozdelenie doby zotrvania
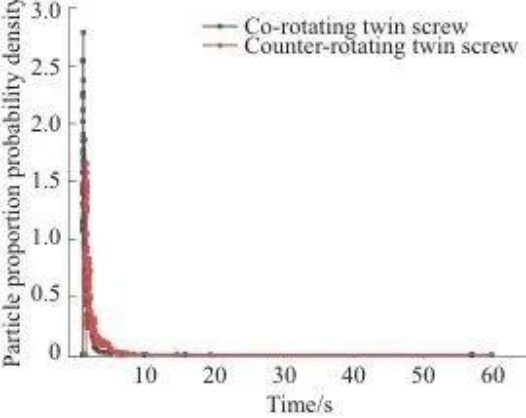
Krivka rozloženia hustoty pravdepodobnosti doby zotrvania opisuje pravdepodobnostné rozloženie doby zdržania materiálu v extrudéri počas rôznych časových období. Vyššia hustota pravdepodobnosti znamená väčšiu pravdepodobnosť pobytu materiálu počas tohto obdobia, zatiaľ čo nižšia hustota pravdepodobnosti naznačuje relatívne kratší čas pobytu. Z funkcie hustoty pravdepodobnosti distribúcie času zdržania (obrázok 11) je známe, že:
V súbežne sa otáčajúcej dvojzávitovke sa väčšina častíc koncentruje pri 1,00 až 1,99 sekunde a v protibežnej dvojzávitovke sa väčšina častíc koncentruje pri 1,48 až 2,97 sekunde. Zodpovedajúca krivka súbežne sa otáčajúcej dvojzávitovky je viac doľava a vrchol je vyšší, čo naznačuje, že prepravná kapacita súbežne sa otáčajúcej dvojzávitovky je silnejšia. Príčinou tohto javu môže byť to, že počas procesu vytláčania so súbežnou dvojzávitovkou je materiál násilne transportovaný skrutkou po dráhe v tvare "∞".
Pri protismernej dvojzávitovkovej extrúzii sa materiál pohybuje v tvare "C" a opakovane sa mieša a reaguje v komore v tvare C, čo vedie k predĺženej dobe zotrvania.
Obrázok 11 Rozdelenie doby zotrvania
Distribuovaný výkon miešania
1 Distribučný index
Distribučné indexy popisujú reologické vlastnosti a tokové správanie extrudovaných materiálov. Z krivky distribučného indexu (obrázok 12) je možné vidieť, že rovnomernosť distribúcie protibežnej dvojzávitovky je lepšia ako rovnomernosti distribúcie súbežne sa otáčajúcej dvojzávitovky.
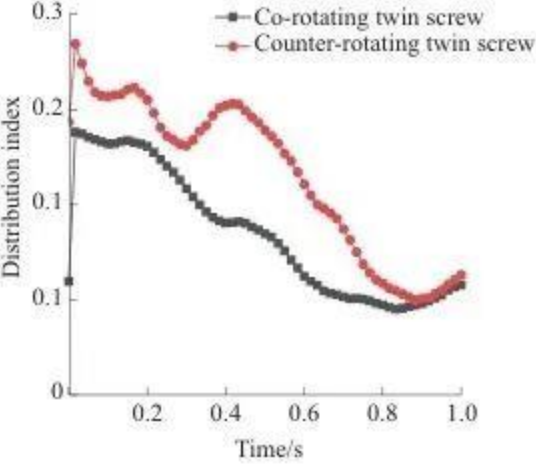
Obrázok 12 Distribučný index
2 Separačná stupnica
Separačné váhy charakterizujú distribuované miešacie procesy. Obrázok 13 ukazuje krivku separačnej stupnice. V počiatočnom momente sú tieto dve častice na oboch stranách vstupu, takže hodnota separačnej stupnice je veľká. S pribúdajúcim časom sa miera separácie vplyvom závitovkového miešania zmenšuje, krivka klesá, stupeň distribučného miešania povrchových častíc sa postupne prehlbuje a počas procesu dochádza k fenoménu fluktuácie, ktorý je spôsobený agregáciou častíc počas procesu prúdenia.
Krivka separačnej stupnice súbežne sa otáčajúcej dvojitej závitovky je vždy nižšia ako krivka protibežnej dvojitej závitovky, čo naznačuje, že jej distribúcia je rovnomernejšia.
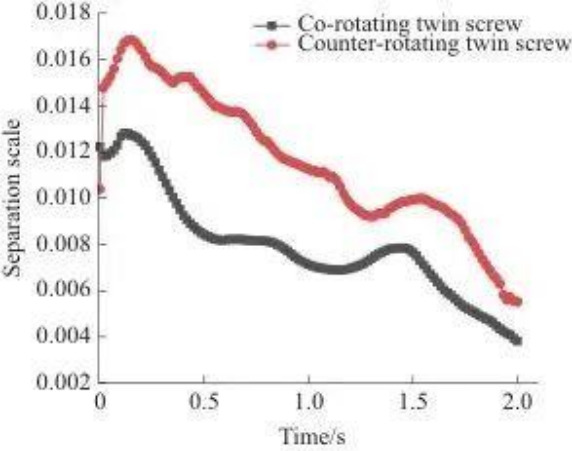
Obrázok 13 Separačná mierka
Pri súbežne sa otáčajúcej dvojzávitovkovej extrúzii sa dve závitovky otáčajú rovnakým smerom a vytvárajú silný strihový efekt v mieste záberu a materiál sa medzi závitovkami niekoľkokrát vymieňa, čo pomáha dosiahnuť rovnomerné premiešanie.
Pri protibežnom dvojzávitovkovom vytláčaní je väčšina materiálu zadržaná v komore v tvare C, pričom len malé množstvo materiálu vyteká z medzery, aby bolo vystavené strihu a rozťahovaniu. Tesnenie je dobré, znižuje nepravidelný tok materiálu v bežci a tým sa znižuje aj rovnomernosť zmesi.
Výkon disperzie a miešania
Proces dispergovania a miešania je proces, pri ktorom sa veľkosť častíc neustále zmenšuje a šmykové a ťahové sily, ktorým sú častice materiálu vystavené, zohrávajú v tomto procese významnú úlohu.
Maximálne šmykové napätie, ktorému je stopovacia častica vystavená, indikuje proces strihu, ktorý stopovacia častica podstúpi počas procesu vytláčania s dvoma závitovkami. Čím väčší je podiel stopovacích častíc s vysokým strihom, tým lepší je disperzný efekt skrutky.
Obrázok 14 znázorňuje krivku pravdepodobnosti maximálneho šmykového napätia. Ako je možné vidieť na obrázku 14, krivka zodpovedajúca protibežnej dvojzávitovke je nad krivkou súbežne sa otáčajúcej dvojzávitovky.
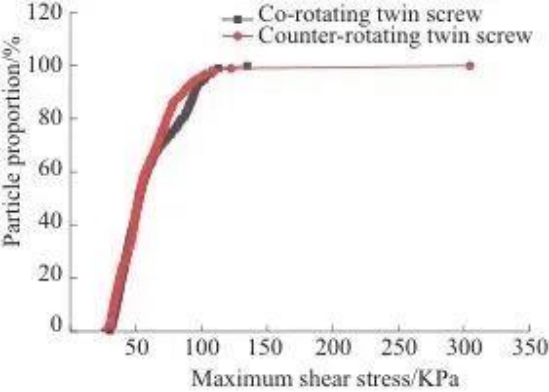
Obrázok 14 Pravdepodobnosť maximálneho šmykového napätia
Obrázok 15 znázorňuje krivku hustoty pravdepodobnosti maximálneho šmykového napätia. Z obrázku 15 je možné vidieť, že maximálne šmykové napätie, ktoré častica znáša, je sústredené na vrchole vyčnievania krivky.
Tieto dve krivky naznačujú, že protibežná dvojzávitovka má silnejšiu disperznú schopnosť a môže poskytnúť silnejšie šmykové a ťahové účinky ako súbežne sa otáčajúca dvojzávitovka.
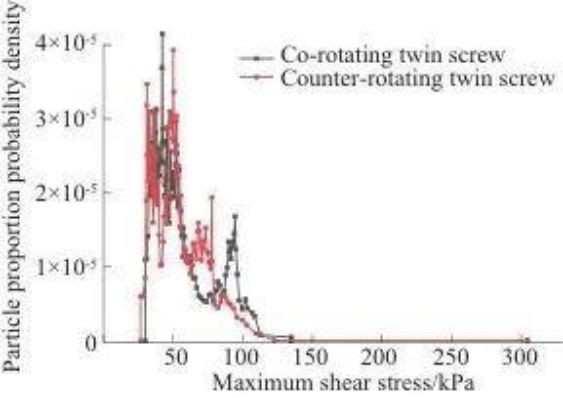
Obrázok 15 Hustota pravdepodobnosti maximálneho šmykového napätia
Analýza experimentálnych výsledkov
Analýza rázovej skúšky ťahom
Obrázky 17 a 18 znázorňujú údaje o skúške ťahom a rázom.
Pevnosť v ťahu a napätie v ťahu pri pretrhnutí drážok materiálu vytláčaných súbežne sa otáčajúcim vytláčaním s dvoma závitovkami boli o niečo vyššie ako pri vytláčaní s protibežnou dvojzávitovkou.
Absorpcia rázovej energie a rázová sila drážok materiálu vytláčaných vytláčaním protizávitoviek sú o niečo vyššie ako tie, ktoré sú vytláčané vytláčaním so súpravou skrutkou.
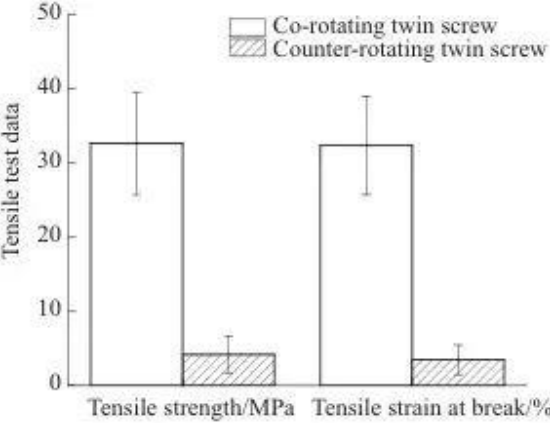
Obrázok 17 Údaje o skúške ťahom
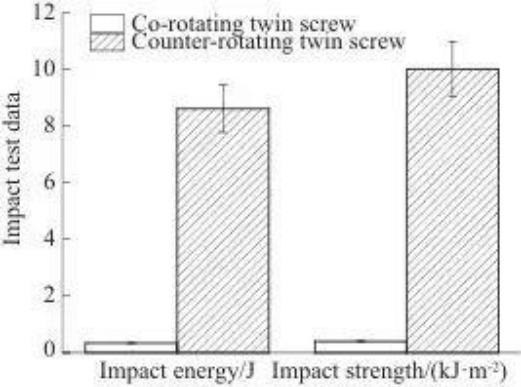
Obrázok 18 Údaje o nárazovej skúške
Výsledky reologického testu
Reologické vlastnosti polymérov sa typicky odrážajú v skladovacom module (G'), stratovom module (G') a viskozite kompozitu (η*). Akumulačný modul odráža elasticitu materiálu, stratový modul odráža viskozitu materiálu a viskozita kompozitu odráža molekulovú hmotnosť. Tekutosť taveniny polyméru závisí od schopnosti segmentov molekulového reťazca pohybovať sa. Skrutková extrúzia mení molekulárnu štruktúru PLA, čo spôsobuje rozbitie jeho molekulárnych reťazcov a zníženie jeho viskozity.
Obrázok 19 ukazuje krivku viskozity kompozitu η* s uhlovou frekvenciou. Z obrázku 19 je možné vidieť, že η* klesá so zvyšujúcou sa uhlovou frekvenciou.
Kvôli štrukturálnemu rozdielu má protibežná dvojzávitovka silnejšiu disperznú a miešaciu schopnosť a molekulárny reťazec sa úplnejšie rozbije. Preto je η* materiálu vytláčaného protibežnou dvojzávitovkou nižšie ako pri súbežne sa otáčajúcej dvojzávitovke.
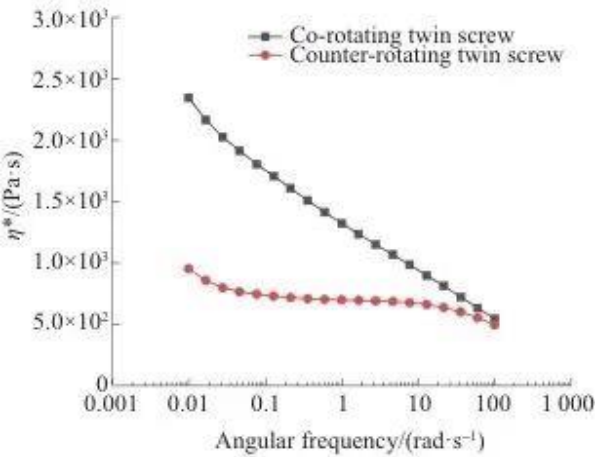
Obrázok 19 Krivky z η * s uhlovou frekvenciou
Zhrnutie
Výhody súbežne rotujúcich dvojzávitovkových extrudérov:
• Prietokové pole (najmä tlakové) je relatívne stabilné.
• Extrémne silná distribučná miešacia schopnosť, vysoká rovnomernosť distribúcie materiálu.
• Krátky čas zdržania materiálu a vysoká účinnosť dopravy uľahčujú spracovanie materiálov citlivých na teplo a znižujú riziko tepelnej degradácie.
• Extrudované výrobky majú lepšie ťahové vlastnosti.
Výhody protibežných dvojzávitovkových extrudérov:
• Silnejšia kapacita vytvárania tlaku (ale pozor na možný lokálny vysoký tlak).
• Intenzívnejší strih, vynikajúca schopnosť disperzie a miešania. Môže poskytnúť silnejší strečingový efekt.
• Dlhšia doba zotrvania a širšia distribúcia materiálov, vhodné pre procesy, ktoré vyžadujú dostatočný reakčný čas alebo čas miešania.
• Extrudované produkty majú vyššiu rázovú húževnatosť a nižšiu viskozitu taveniny (dôkladnejšie prerušenia molekulového reťazca).
3D hliníkové jadrové panely dominujú v sektoroch architektúry a dopravy s vysokou pevnosťou The Výrobná linka 3D kompozitných panelov s hliníkovým jadrom najrozsiahlejšie slúži trom odvetviam: inžinierstvo fasád budov (47 % p...
View MorePrečo nehorľavé panelové vybavenie A2 poskytuje bezkonkurenčnú bezpečnosť a účinnosť The Výrobná linka nehorľavých kovových kompozitných panelov triedy A2 je definitívnym riešením pre bezpečnosť moderných stavieb. V porovnaní s tradičnými materiálm...
View MoreTrojvalcový nivelačný stroj: Verdikt priamej prevádzky Princíp činnosti v skratke: A trojvalcový vyrovnávač funguje tak, že kovový plech prechádza medzi tromi ofsetovými valcami (dva spodné, jeden horný). Materiál prechádza striedavým elas...
View MorePriemyselné odvetvia, ktoré potrebujú a linka na výrobu kompozitných panelov najviac sú to stavebné a architektonické obklady, doprava (železničné, letecké a úžitkové vozidlá), čisté priestory a priemyselné zariadenia, maloobchodné a komerčné interiéry a...
View More
Priemyselné zoskupenia dediny Tanshang, Ganghua Road, mesto Jingang, mesto Zhangjiagang, provincia Jiangsu, Čína

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Autorské práva © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Všetky práva vyhradené. Výrobcovia výrobných liniek zložených panelov na zákazku






